Dynaburry
Frezy obrotowe z węglików spiekanych są idealne do cięcia, kształtowania, szlifowania i usuwania ostrych krawędzi, zadziorów i niepożądanego materiału.
Frezy obrotowe z węglika spiekanego są idealne do cięcia, kształtowania, szlifowania i usuwania ostrych krawędzi, zadziorów i niepożądanego materiału. Frezy trzpieniowe z węglika wolframu DynaburrTM współpracują ze szlifierkami ołówkowymi i matrycowymi Dynabrade.
Powierzchnia klucza dla frezów węglikowych Dynaburr

Frezy z węglika wolframu mogą być stosowane do różnych materiałów, w tym stali, stali nierdzewnej, aluminium, żeliwa, stopów egzotycznych, metali szlachetnych, ceramiki i kompozytów, metali nieżelaznych i drewna.
Kluczowy rynek dla węglikowych frezów DynaBurr
Transport - Aerospace, Rail, Marine and Automotive; Obróbka metali i fabrykacja metali - Welding, Tool and Die, Castings and Foundries; Energia - Oil and Gas, Wind Turbine.

Aplikacje
Wszystkie narzędzia DynaBurr mają podwójne nacięcie i są idealne do usuwania średnich i lekkich ilości materiału, fazowania, usuwania zadziorów, usuwania i mieszania spawów, tworzenia promieni, precyzyjnego wykańczania, polerowania oraz usuwania linii podziału i błysku.
Cechy i korzyści
Frezy DynaBurr z węglika wolframu zapewniają znacznie większą trwałość niż frezy ze stali szybkotnącej.
Dostępne w chwytach metrycznych 3 mm i 6 mm oraz w rozmiarach chwytów 1/8" i 1/4".
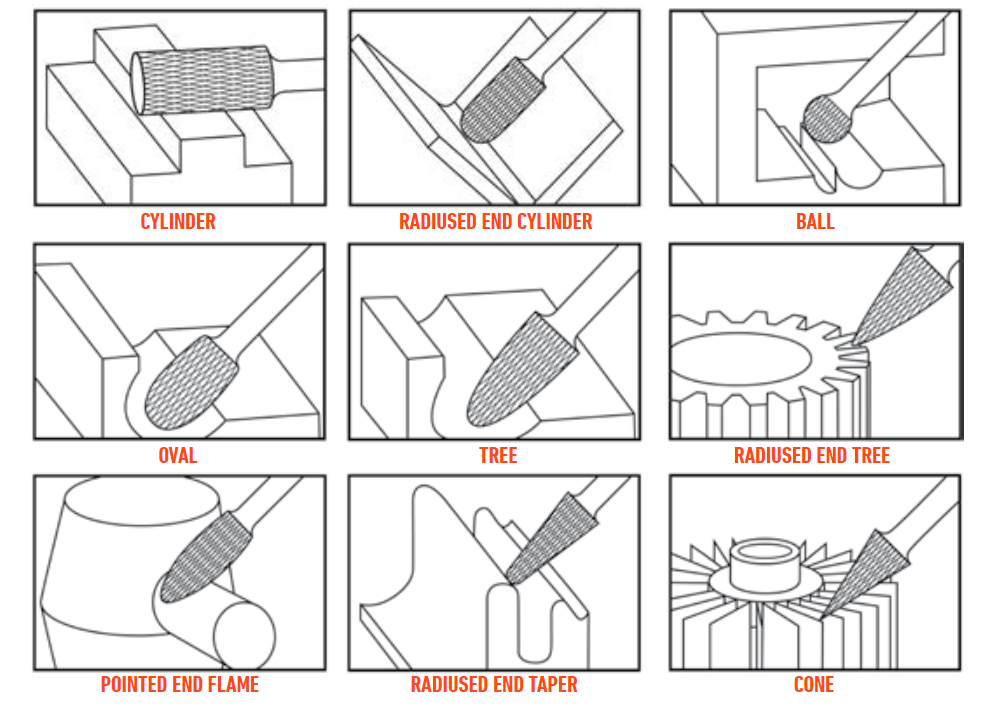
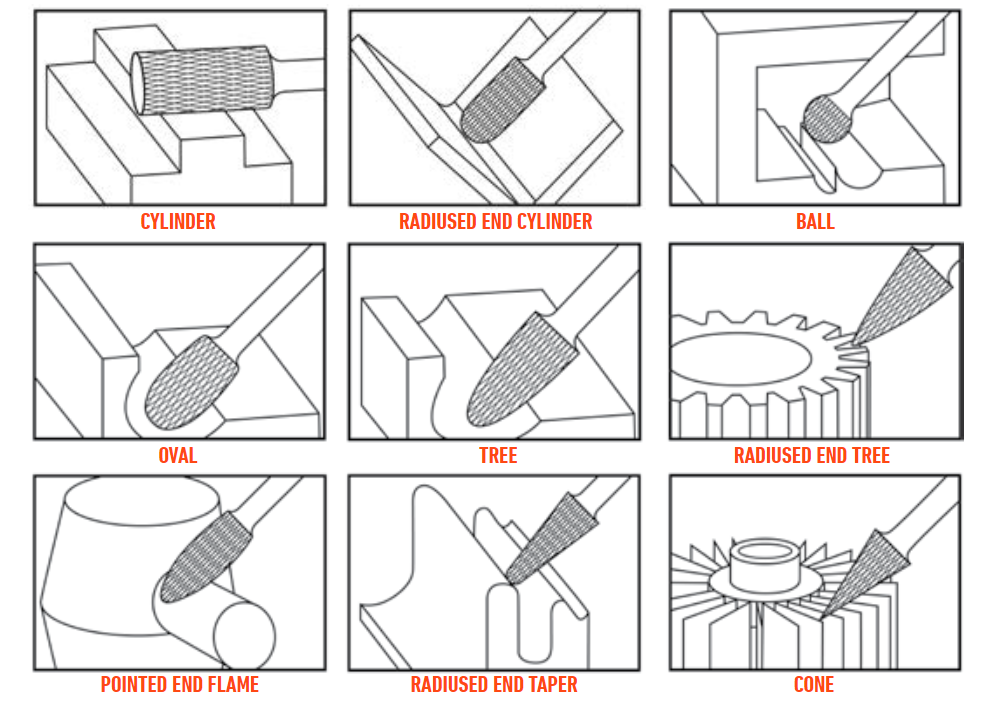
Kształty
Frezy trzpieniowe DynaBurrTM z węglików spiekanych są oferowane w najbardziej popularnych kształtach, takich jak walec, walec z końcówką promieniową, kula, stożek, stożek odwrócony, drzewo i płomień, aby pokryć szeroki zakres zastosowań i profili powierzchni.
Zrób zakupy w naszym Dynaburr!
Porady i techniki
Dla maksymalnego bezpieczeństwa wydajności, proszę:
- Lekko naciskaj i pozwól zadziorowi wykonać pracę.
- Utrzymuj frez węglikowy w ruchu wzdłuż powierzchni, aby uniknąć żłobienia i kopania powodującego chropowatą powierzchnię.
- Staraj się kończyć na skoku w górę, aby wygenerować gładsze wykończenia.
- Upewnić się, że frez jest włożony do tulei zaciskowej i mocno zaciśnięty.
- Pracuj najpierw na najwyższym materiale i używaj lekkiego nacisku, utrzymując frez w ruchu.
- Upewnij się, że element roboczy lub powierzchnia są bezpieczne.
- Unikać zakleszczania się zadziorów w obrabianym przedmiocie.